
Конвейерная лента с гофробортом
ОБЛАСТЬ ПРИМЕНЕНИЯ
Конвейерная лента с гофробортом является одним из наиболее эффективных способов подъема материалов в различных промышленных областях, включая морские порты, электростанции, сталелитейные заводы, переработку полезных ископаемых, горную промышленность, химическую промышленность и т.д.
Лента используется для перемещения сыпучих материалов на угол от 0 до 90 градусов и так как диапазон углов ленты широк, лента с гофробортом может применяться в любых отраслях для решения задач перемещения грузов, с которыми не справляются плоские и шевронные ленты.
Фракция перевозимых материалов может быть различной: от нескольких сотых мм до 400 мм, производительность ленты от 1 м/ч до 6000 м/ч.
ОСОБЕННОСТИ
- Исключение дополнительных точек пересыпки при построении «сложных» трасс;
- Отсутствие просыпи при транспортировании под прямым углом и вертикальной транспортировки;
- Максимальное использование рабочего пространства;
- Минимальное техническое обслуживание, длительный срок службы ленты;
- Широкий перечень пригодных для транспортировки материалов;
- Необходимость малой мощности при высокой производительности;
- Ровный, плавный ход.
Конструкция базовой ленты, применяемой при производстве ленты с гофробортом отличается иными характеристиками в продольной, поперечной прочности и упругости, а также имеют иные требования к износостойкости резины. Базовая лента должна обладать достаточной поперечной жесткостью и гибкостью в продольном направлении, чтобы соответствовать требованиям отклоняющим частям конвейера и сохранить профиль ковша, исключая образование просыпи. Специально разработанная конструкция базовой ленты решила проблему деформации профиля и обеспечила долговечность использования.
В случае, если требуемые по Вашему проекту характеристики не входят в СТАНДАРТНЫЙ ПЕРЕЧЕНЬ БАЗОВЫХ ЛЕНТ, мы с радостью рассчитаем подходящий вариант по Вашему запросу.
СТАНДАРТНЫЙ ПЕРЕЧЕНЬ БАЗОВЫХ ЛЕНТ
Тип ленты |
Прочность
|
Толщина обкладки
|
Масса
|
Минимальный диаметр барабана
|
|
|
|
250/2 | 4:2 | 9,4 | 200 | |
| 400/3 | 4:2 | 13,5 | 315 | ||
|
|
400/3+2 | 4:2 | 12,1 | 315 | |
| 500/3+2 | 4:2 | 12,6 | 400 | ||
| 630/4+2 | 4:2 | 14,4 | 500 | ||
| 800/5+2 | 4:2 | 16,1 | 630 | ||
| 1000/5+2 | 4:2 | 17,8 | 800 | ||
| 1250/5 +2 | 4:2 | 18,25 | 1000 | ||
|
|
315/2+2 | 4:2 | 13,70 | 315 | |
| 400/3+2 | 4:2 | 14,5 | 315 | ||
| 500/3+2 | 4:2 | 15,2 | 400 | ||
| 630/4+2 | 4:2 | 16,7 | 500 | ||
| 800/5+2 | 4:2 | 18,0 | 630 | ||
| 1000/5+2 | 4:2 | 19,5 | 800 | ||
| 1250/5 +2 | 4:2 | 21,4 | 1000 | ||
|
|
1600 | 8:8 | по запросу | 1250 | |
| 2000 | 8:8 | 1250 | |||
| 2500 | 8:8 | 1400 | |||
| 3150 | 8:8 | 1400 | |||
| 3500 | 8:8 | 1600 | |||
| 4500 | 8:8 | 1600 | |||
| 5000 | 8:8 | 1600 | |||
| 5400 | 8:8 | 1800 | |||
| 6000 | 8:8 | 1800 |


*QXE: определяющий прочность слой включает в себя поперечные полиэстровые мононити и продольные нейлоновые нити, данный тип лент используется для условий малой и средней тяжести эксплуатации.
QXE+2: состоит из слоев полиэфирной ткани и дополнительно имеет 2 поперечно-стабилизирующих слоя из полиэстровых мононитей. Условия эксплуатации от средних до тяжелых.
QXE-SC+2: состоит из слоев полиэфирной ткани и дополнительно имеет 2 поперечно-стабилизирующих слоя из продольных текстильных нитей с плотно посажеными специально разработанными поперечными стальными кордами. Высокая поперечная жесткость означает, что лента может использоваться в условиях, где отсутствие продольного прогиба ленты является важным фактором, в частности актуально для лент большой ширины.
**QXST-SC: резинотросовая лента, в качестве несущего нагрузку элемента используются впаяные в резину стальные тросы. Лента имеет высокую прочность на разрыв и идеально подходит для применения на оборудовании с вертикальным подъемом.
Разработанные конструкции базовых лент имеют минимальное удлинение, высокую поперечную жесткость и повышенную износостойкость, что обеспечивает гораздо более высокую прочность, стабильную геометрию ковша, отсутствие просыпей, надежность и безопасность эксплуатации.
Армирующий слой, впаяный в гофроборт по всей длине, обеспечивает повышенную прочность к разрыву и высокую гибкость борта, что обеспечивает долговечность эксплуатации гофроленты.
Вариант изготовления поперечных планок ковша с применением стального каркаса расширяет возможность применения гофорленты на высокопроизводительных конвейерах и транспортировке крупнокусковых материалов.
Отличная от указанной в СТАНДАРТНОМ ПЕРЕЧНЕ прочность ленты также доступна по специальному заказу.
В случаях, когда требуемая прочность ленты превышает 1250 Н / мм, предлагается базовая лента типа QXST-SC.
СВОЙСТВА РЕЗИНЫ
- Высокая износостойкость
- Умеренная маслостойкость
- Термостойкость до 150 ºС
- Высокая термостойкость до 180 ºС
- Огнестойкость
Лента с гофробортом требует определенной прочности на растяжение и стойкости к истиранию. В частности, для лент с отступом гофроборта от края, лента должна иметь достаточную поперечную жесткость и гибкость в продольном направлении, чтобы соответствовать требованиям и правильно огибать барабан в месте изгиба конвейера. Специально разработанная основа ленты с поперечным армированием решает проблему складывания ленты внутрь между роликами.
| Лента с поперечным армированием | Лента без поперечного армирования |

|
 |

|
 |
|
 |
 |
 |
Приведенные в СТАНДАРТНОМ ПЕРЕЧНЕ БАЗОВЫХ ЛЕНТ толщины покрытия, ленты также могут поставляться с нестандартными обкладками по Вашему запросу. Покрывающая резина может быть изготовлена в соответствии с различными стандартами:
- Германия: DIN-22102, DIN-22131
- Южная Африка: SABS,
- Великобритания: Bs490,
- Америка: RMA,
- Япония: JIS6332,
- Австралия: As1332,
- ISO и т.д

Гофроборт разработан в соответствии с последними инженерными решениями и актуальными технологиями производства. Конструкция борта обеспечивает максимальный изгиб без износа, профиль имеет отличную вертикальную устойчивость для поддержки нагрузки и поддержки холостой ветви. Конструкция позволяет обеспечить высокое сжатие для обеспечения плавного внутреннего отклонения вокруг небольших радиусов.
Еще одна важная особенность конструкции заключается в том, что основание гофроборта прижимается с обеих сторон при нанесении на основу ленты, что обеспечивает гораздо более высокую прочность сцепления и безопасность.
Тканевый слой, впаянный в гофроборт по всей длине, имеет диагональный тип, обеспечивающий отличную устойчивость к разрыву, и также обеспечивает высокую гибкость борта. Используемые резиновые соединения были протестированы для обеспечения максимальной гибкости наряду с высокой устойчивостью к истиранию и высокой прочностью на растяжение и, при необходимости, обеспечивали дополнительные свойства ленты, например, тепло-, масло-, пожаростойкость и т.д.
Изготавливаемые борта MDSF120 и выше имеют специальную диагональную армирующую ткань в гофрах как стандарт, но дополнительное армирование подобной тканью возможно и на бортах меньшей высоты по запросу клиента.
Минимальные диаметры барабанов указаны для ленты стандартного перечня, рекомендуемые диаметры барабанов для лент требуемой прочности и качества могут быть предоставлены по Вашему запросу.
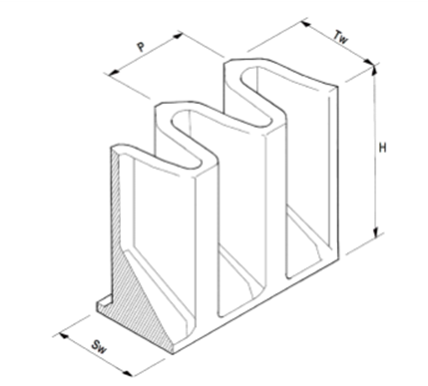
| Тип | Н (мм.) |
Sw (мм.) |
Tw (мм.) |
Р (мм.) |
Масса (кг/м/п) |
Минимальный диаметр барабана (мм.) |
| S | 40 | 30 | 20 | 25 | 0,58 | 125 |
| 60 | 50 | 45 | 40 | 1,55 | 160 | |
| 80 | 50 | 45 | 40 | 1,82 | 200 | |
| 100 | 50 | 45 | 40 | 2,2 | 250 | |
| 120 | 50 | 45 | 40 | 2,65 | 315 | |
| MDSF | 120 | 75 | 70 | 63,2 | 3,2 | 315 |
| 160 | 75 | 70 | 63,2 | 4,76 | 400 | |
| 200 | 75 | 70 | 63,2 | 6,45 | 500 | |
| 240 | 75 | 70 | 63,2 | 7,5 | 630 | |
| 250 | 75 | 70 | 63,2 | 6,37 | 630 | |
| 280 | 75 | 70 | 63,2 | 8,9 | 800 | |
| 300 | 75 | 70 | 63,2 | 9,33 | 800 | |
| HHDF | 300 | 100 | 90 | 83 | 12,1 | 800 |
| 400 | 100 | 90 | 83 | 18,72 | 1000 | |
| 500 | 100 | 90 | 83 | 16,8 | 1250 |

| Тип планок | Высота (мм) |
Ширина основы (мм) |
Вес (кг/м/п) |
Минимальный диаметр барабана (мм) |
|
|
|
55 | 75 | 1,6 | 125 | |
| 75 | 90 | 1,9 | 150 | ||
| 90 | 110 | 2,5 | 250 | ||
| 110 | 110 | 2,6 | 315 | ||
|
|
40 | 70 | 0,78 | 125 | |
| 55 | 80 | 1,5 | 125 | ||
| 75 | 100 | 1,65 | 150 | ||
| 90 | 110 | 2,5 | 250 | ||
| 110 | 105 | 2,63 | 315 | ||
| 140 | 110 | 3,5 | 400 | ||
| 180 | 110 | 4,7 | 500 | ||
|
|
75 | 85 | 2,1 | 150 | |
| 90 | 110 | 2,95 | 250 | ||
| 110 | 110 | 3,68 | 315 | ||
| 140 | 150 | 5,94 | 400 | ||
| 180 | 148 | 7,2 | 500 | ||
| 230 | 157 | 9,3 | 630 | ||
| 280 | 160 | 13,45 | 800 | ||

|
230 | 105 | 9,55 | 630 | |
| 280 | 105 | 15,4 | 800 | ||
| 360 | 200 | 22,8 | 1000 | ||
| 470 | 200 | 23,3 | 1250 |



Специально разработанный резиновый состав для планок, который обладает превосходными характеристиками, такими как: ударопрочность, упругость, чтобы избежать деформации планки под нагрузкой и высокой стойкостью к истиранию.
При угле наклона конвейера до 40º чаще используется планка типа «Т», при угле наклона более 40º планки типа «С» и «ТС». Форма типов «С» и «ТС» была создана для обеспечения наилучшей пропускной способности наряду с превосходными свойствами самоочистки.
Планки доступны длиной до 2.5 м. Наши планки от 110 мм и выше имеют специальную диагональную армирующую ткань в вертикальных угловых частях. Меньшие размеры планок также могут иметь это армирование по Вашему заказу, если это необходимо.
ПРЕИМУЩЕСТВА
1. Горячая вулканизация
Производимые борта и планки крепятся к базовой ленте специальным процессом горячей вулканизации. Это обеспечивает максимальные уровни адгезии, что исключает риск отклеивания, а также исключает негативные последствия воздействия высоких температур.
| Производственный процесс | Холодная вулканизация | Горячая вулканизация |
| Адгезия | <10 N/mm. | >17 N/mm. |
2. Различные типы резиновых соединений
Мы имеем широкий перечень типов резиновых соединений для удовлетворения различных требований по перевалке различных по своим характеристикам и свойствам материалов.
| Тип | Предел прочности (Mpa) | Относительное удлинение при разрыве (%) |
Истирание (mm3) | Твердость по Шору (SH*A) | Примечания |
| Обычная чёрная Стойкость к истиранию Класс 1 |
≥23 | 5 ≥ 650% | ≤$ 100 | 60 ± 3 | Для свободного борта |
| Обычная чёрная Стойкость к истиранию Класс II |
≥20 | 2 ≥650% | ≤ 180 | 70 ± 3 | Для свободной планки |
| Суперустойчивый к истиранию класс | ≥20 | 5 ≥ 450% | ≤ 60 | 60 ± 3 | Для очень тяжелых условий транспортирования |
| Термостойкий Класс I | ≥ 17 | 5 ≥450% | ≤ 150 | 60 ± 3 | Термостойкость до 120°C Устойчивость к мягкой кислоте / щелочи / маслу |
| HR150 Термостойкий класс II |
≥17 | 5 ≥450% | ≤ 150 | 60 ± 3 | Термостойкость до 150°C |
| Термостойкий Класс III (EPDM резиновое соединение) |
≥17 | 5 ≥ 600% | ≤ 150 | 60 ± 3 | Термостойкость до 180°C |
| Класс MOR | ≥ 20 | ≥600% | ≤ 130 | 60 ± 3 | Умеренный маслостойкий |
| Огнестойкий класс | ≥20 | 5 ≥400% | ≤ 150 | 60 ± 3 | DIN-K / ISO 340 Электрическое сопротивление 3x 10*8Q пламенное сгорание (?) 45s |
| Класс устойчивости к низким температурам | ≥15 | 5 ≥ 350% | ≤ 250 | 60 ± 3 | HG / T3647-L (-45°C) |
3. Производимые типоразмеры лент
- Основа ленты: шириной от 300 до2400 мм;
- Гофроборт: высотой от 40 до 500 мм;
- Планки: высотой от 55 до 470 мм.
4. Метод безопасной упаковки
Надежная конструкция упаковки обеспечивает безаварийную доставку ленты на протяжении пути до Клиента с учетом многочисленных нагрузок.
Упаковка ленты может быть изготовлена для различных видов транспортировки:
- Авиатранспорт;
- Автомобильный;
- Железнодорожный;
- Контейнерный;
- Негабаритный;
- Морской.

ОБРАЩЕНИЕ С ЛЕНТОЙ И ЕЕ ХРАНЕНИЕ
До момента установки, во время перевозки или хранения конвейерная лента с гофробортом должна находиться в упаковке (стальной клети) или контейнере. Лента должна храниться в сухом месте, вдали от прямых солнечных лучей и отопительных установок. Длительное нахождение в среде с сильными температурными перепадами может оказать негативное влияние на свойства ленты. Идеальным условием для длительного хранения ленты будет температура окружающей среды 10-21 градусов Цельсия. Длительное хранение при температуре меньше 5 градусов Цельсия может вызвать ухудшение свойств ленты и сокращение срока ее службы после установки на конвейер, а также негативно отражаться на работе самого конвейера.
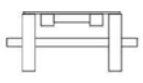
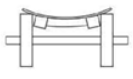
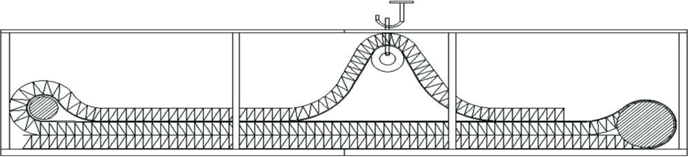
Во время извлечения ленты из упаковки или перемещения ее во время установки на конвейер необходимо использовать трубу диаметром в 2 раза превышающую высоту гофроборта и на 400мм длиннее ширины ленты, располагая так чтобы с каждого края ленты находилось не менее 200мм трубы.
Все конвейерные ленты во время производства и упаковки перемещаются обозначенным выше способом. Важно соблюдать данное правило при разгрузке и перемещении ленты во время ее установки. Также важно НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ не зацеплять стальной трос или стропу напрямую за ленту для извлечения ее из клети или перемещения при установке.
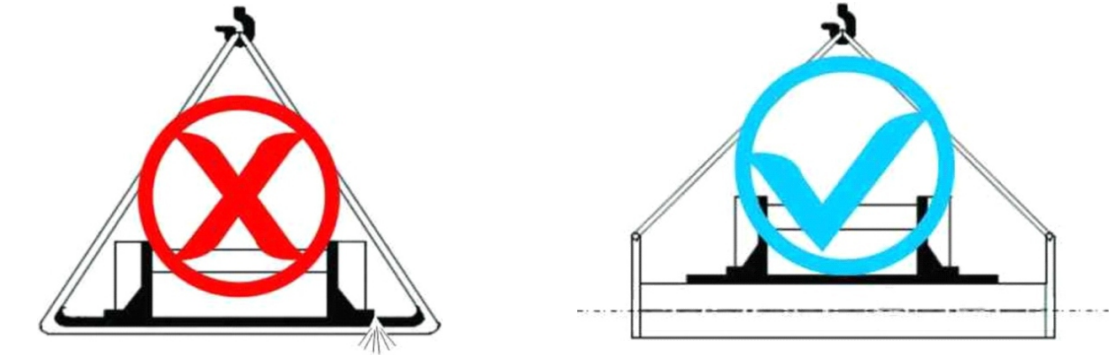
Все конвейерные ленты выходят с производственной линии упакованными, как показано на рисунке, для обеспечения безопасной транспортировки. При перемещении ленты всегда важно поднимать стальную клеть за специальные плети, используя стропы или цепи. Не поднимайте клеть за другие места, так как это может привести к повреждению.
Очень важно, чтобы при разгрузке и распаковке ленты соблюдалась максимальная осторожность, чтобы не повредить ленту. Очень важно, чтобы НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ не использовался стальной трос или веревку для подъема ленты либо из ящика, либо погрузки на конвейер.
При выгрузке стальной клети или любых ее перемещениях важно всегда поднимать ее только под дно, используя стропы или цепи. Но ни в коем случае не зацеплять подъемное устройство за саму клеть.